


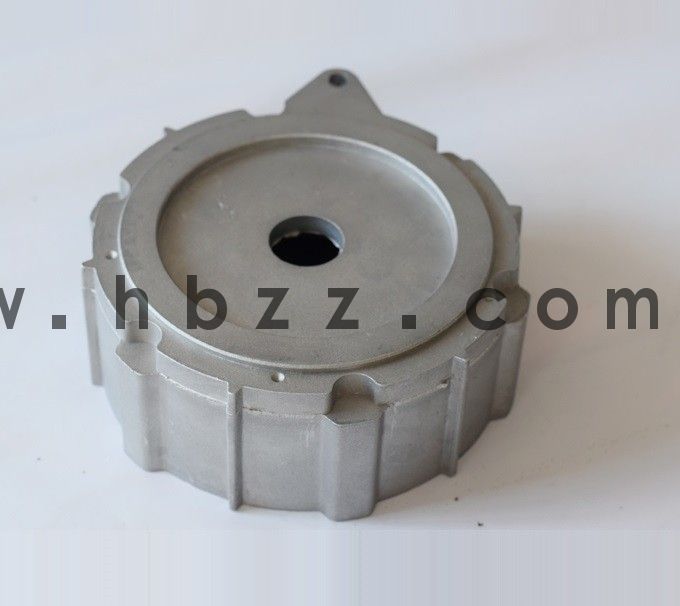
电机壳铝压铸件具有质量轻、强度高、散热性能好、表面美观大方、耐腐蚀、内膛免切削等优点。电机壳铝型材由于传统的电机壳铝型材加工过程中,机壳与端盖的同心度较差,造成铝合金机壳电机运行噪声较大。根据电机壳铝型材的加工方式,设计了一种电机壳铝型材的加工工装。

电机壳铝型材采用该工装能够实现一次卡装后可同时进行电机壳铝型材两个端面止口的加工,电机壳铝型材内孔同心度达到0.02mm,提高生产效率一倍以上,解决了电机壳铝型材电机的噪声大的问题。
铝压铸是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铝或铝合金浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铝零件或铝合金零件,这样的零件通常就被叫做铝压铸。

当电机壳用于装饰或某些特殊场合时,需要进行阳极氧化和涂装,以获得相应的颜色和表面结构。电机壳铸件的应用很普遍,其生产难度取决于结构、尺寸及技术要求。此电机端盖应用于 电力机车,铸件表面质量要求及内部质量要求均较高。本文结合实际,介绍电机壳的铸造工艺方法。
电机壳铸件不是一个很完整的筒体,筒身上凸起的搭子等附属结构较多,铸件各部位壁厚变化较大,铸件冷却凝固时的应力也会比较大,铸件的变形倾向,之前无法准确预测。初浇注出来的电机端盖铸件,直筒端头直径值相差15 mm,椭圆得较严重,电机端盖通过在直筒端部设置环形铸筋,使电机端盖直筒端头的直径误差在1mm以内。

铸件重量:560kg,铸件上部内腔较复杂,局部凸起较多;铸件外部的搭子(凸台)也较多;因此铸件“T 形和“L 形热节较多,铸件补缩较困难。平铸件,造型操作比较简单,但是电机外壳铸造很难修复,特别是结构复杂的上腔凸起部分基本没有措施解决问题..平造立浇或立造立浇,冒口设在上端,但铸件壁厚,下厚上薄,加上铸件较高,下部的补缩也有很大难处。另外,电机端盖铸件的变形也是需要面对的一个问题。

电机壳额定功率的选择是一个很重要很复杂的问题。负载时,如果电机壳额定功率过大,电机壳就经常处于轻载运行,电机壳本身的容量得不到充分的发挥,变成大马拉小车 ,同时电机壳运行效率低、性能不好,都会增加运行费用。

电机壳体额定功率小,电机壳体电流超过额定电流,微电机壳体损耗增大,效率低,影响电机壳体寿命,破坏微电机壳体的绝缘性能,甚至烧毁。当然,电机,电机壳额定功率小,可能根本就拖动不了负载,会使电机,电机壳长时间处于启动状态而过热损坏。所以合理的选择功率及正确的保养才是对电机壳的合理使用。
电 话:0317-8032222
传 真:0317-8038222
手 机:13833727299
邮 箱:bwg.c@163.com
地 址:河北省泊头市交河镇西338国道路北